To position the Hot Dip Galvanizers Association of Southern Africa, comprising all its Members and other interested parties, as a professional organization serving the interests of all parties dependent upon the hot dip galvanizing industry. To develop and expand the demand for hot dip galvanizing, identify and develop new market opportunities for the benefit of Members and other Stakeholders.[/vc_column_text][/vc_column][vc_column width="1/4" css=".vc_custom_1429174342890{margin-bottom: 30px !important;}"]
Case Study: #27 2015
The performance of Pandrol rail fasteners in a marine environment on the Natal South Coast
Two sites were selected on the Natal South Coast for this study, viz, Park Rynie some 65kms south of Durban and Port Shepstone, 115kms south of Durban.
Following a meeting early in 2002 with HenryFagan of Henry Fagan & Partners (engineer forthe structure), in association with GAPP Architects & Urban Designers, who were responsible for the concept and ideas of the interchange at the time...
Eskom have since the roll out of the electrical power distribution transmission lines erected throughout South Africa since the early seven-ties, specified hot dip galvanizing as the preferred method of corrosion protection. Many of the...
Berth 208, a new bulk liquid berth, in the Port of Richards Bay. This berth shares the border with the eChwebeni Natural Heritage site, which is of conservation significance, consisting of an ecologically sensitive mangrove area...
During the rainy seasons, many rivers are subject to flooding at which times rural areas of the country become isolated and cut off. Many rural communities are often forced to attempt an unsafe river crossing or face a long, time...
The World of Hot Dip Galvanizing around Us: American Galvanizers Association – Metrolina Greenhouses, South Campus Central Chiller Plant, Franklin Park Conservatory, Blast Deflectors, Brea Power Plant, Electric Vehicle Rail Tramway, Gibbs Street Pedestrian Bridge, Platt Street Bridge Restoration, Solaris Tower, The Christina and John Markey Memorial Pedestrian Bridge, Winged Glory, WinStar Casino Globe.
The World of Hot Dip Galvanizing around Us: Galvanizers Association of Australia – Making the moment last long, High stakes skin for Star extension, Galvanized finish guards new rail work, From pit to prestige sport centre, Upholding very green park build.
Duplex Coatings: Effective corrosion protection of structural steel
General: Thermal Spray Association of Southern Africa (TSASA).
Education: Three day Galvanizers Inspectors Course
Education: Beware – Salt spray testing! Misleading accelerated corrosion tests
Education: Accelerated test methods applied to zinc coatings in terms of SANS 14713 – 1:2011
Education: Guide to hot dip galvanizing for sustainable design
General: Letter to the Editor
On the Couch …. Robert JW Brusse
Members News: The Advanced Roof and Building Technology Foundation
Members News: What passivation is in practice and what it is not
Members News: Fresh dynamics at Cape Galvanising Consolidated
Members News: Transvaal Galvanisers
Members News: ArcelorMittal involvement in Solar and LSF (Light Steel Frame) Projects
Bob’s Banter: Achieving our desired future means managing the unexpected
Metallurgical investigation into the origin of cracks at welded connections on a hot dip galvanized fabricated structural steel perimeter walkway platform.
Galvanizing of steel – all around us.
Design considerations: venting and drainage
Materials of Construction
Purlins manufactured from hot dip coil
Bob’s Banter: What a disappointment – there are no black holes!
A small amount of Sodium Dichromate is generally added to the quench water bath for passivation.
Cause
Although the recommended quantity of Sodium Dichromate is about 0.15 to 0.3%, occasionally when topping up, more is added. This often results in a dark yellow to brown colour on the galvanized surface. The darker colour will provide enhanced initial corrosion protection.
Effect / Remedy / Responsibility
This can be accepted since there is no adverse effect on corrosion control.
The galvanizer should maintain the concentration of Sodium Dichromate at about 0.15 to 0.3%.
Ash deposits are grey, non-metallic deposits consisting of zinc oxide that have been deposited on the hot dip galvanized coating.
Cause
Zinc oxide deposits can take place when the component is dipped or when it is removed from the bath.
Effect / Remedy / Responsibility
This can be accepted or negotiated dependent on functional requirements since the coating is normally intact underneath the ash deposits. If required, ash must be removed by the galvanizer and the coating thickness verified for conformance to the specification requirements. In the case of liquid conveyance pipes, all ash should be removed.
Although excluded from SANS 121:2011 (ISO 1461:2009), bare spots of about 5mm2 (2.2 x 2.2mm), due to small localised flaws, are adequately protected by the sacrificial properties of zinc and will have very little effect on the service life of the coating.
Cause
There are several causes of bare spots. These include:
Overdrying. If the time between fluxing and hot dip galvanizing is prolonged or the drying temperature is too high, the barrier protection provided by the flux may be lost. This is indicated by a rusty appearance on the ungalvanized article, which can result in coating discontinuities after hot dip galvanizing.
Excess Aluminium. A condition sometimes referred to as black spots may occur if the aluminium content of a bath becomes too high. No trouble should be experienced if flux concentration is correct and the aluminium content of the bath is maintained below approximately 0.007%.
Further causes are: Blowouts, flux deposits, stains and inclusions, mechanical damage, touch marks, uncoated surfaces caused – by surface contaminants, scale or sand; welds and weld spatter. See Surface Conditions 5, 15, 17, 28, 31, 32, 33 and 34.
Effect / Remedy / Responsibility
Where necessary, such spots may be repaired using one of the specified repair methods. Gross uncoated areas are a cause for rejection.
The galvanizer should avoid overdrying and maintain the correct level of aluminium content in the kettle.
Sweep blasting (done correctly) substantially increases paint adhesion and final coating appearance. However, done incorrectly it can result in coating damage.
Cause
Incorrect nozzle pressure; nozzle angle; sweeping distance; size of abrasive and recycling of grit.
Effect / Remedy / Responsibility
This is cause for rejection as a hot dip galvanized coating will be partially or fully destroyed by excessive blasting. Refer to the HDGASA Code of Practice.
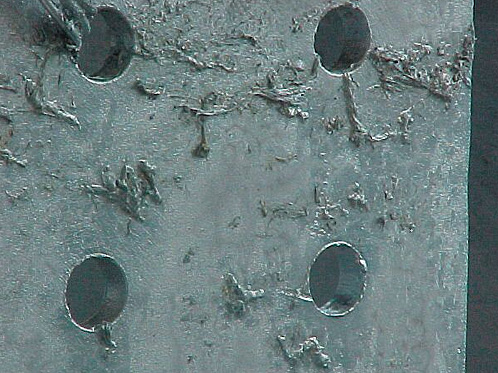
Staining and coating defects around unsealed weld areas and vent holes. Similar to stains caused by weeping. See Surface Condition 26
Cause
Pre-treatment chemicals penetrating sealed overlap areas through the required vent holes and escaping during immersion in the molten zinc. This effect tends to damage the flux coatings, causing localised uncoated areas.
Effect / Remedy / Responsibility
This can be accepted once repaired after cleaning.
The Designer and fabricator should take this into account during the design and manufacturing phase of the project.
Threaded components or attachments have threads clogged with zinc.
Cause
Insufficient centrifuging or poor drainage of threaded attachments on withdrawal from the galvanizing bath.
Effect / Remedy / Responsibility
This should be rejected and then cleaned by the galvanizer. The correct centrifuging equipment or post galvanizing thread cleaning by heating and wire brushing or oversize tapping of nuts, will generally remove clogging.
If necessary, specify delivery of bolts and nuts in nutted up form.
8. DAMAGED COATINGS CAUSED BY WELDING OR NON-CONVENTIONAL FIXING METHODS DURING ERECTION
Cause
Conventional drilling and bolting after hot dip galvanizing is preferred. Should welding or a non-conventional method of fixing be used, which results in damage to the coating, an approved repair method is necessary.
Effect / Remedy / Responsibility
Coating repair can be done by zinc metal spraying or a zinc rich paint or epoxy, providing the product conforms to the requirements of the specification.
Distortion is the unwanted warping that occasionally becomes evident after hot dip galvanizing.
Cause
The hot dip galvanizing process occurs at a molten zinc temperature of 450°C. This is at the lower end of the stress relieving temperature for treating steel. Thus, any inherent rolling or welding stresses in the fabrication are likely to be released. This may result in a dimensional change, i.e. distortion.
Effect / Remedy / Responsibility
The Designer has the following options available: use symmetrical designs; use sections of similar thickness; stiffen unsupported thin wall sections; use preformed members with the correct minimum bend radii; use balanced or staggered welding techniques; make use of temporary braces on thin walled sections such as troughs, cylinders and angle frames.
Stress Relief assembly prior to hot dip galvanizing.
The galvanizer should avoid quenching after galvanizing.
The components can be straightened after hot dip galvanizing.
Spikes and teardrops of zinc often appear along the edge of a component after hot dip galvanizing.
Cause
The edge most likely to have these spikes is the last to leave the bath on withdrawal. This applies particularly to complex fabrications.
Effect / Remedy / Responsibility
Drainage spikes are easily removed at the bath while still molten but any solidified spikes should be removed by careful fettling by the galvanizer prior to release.
Dull grey or mottled coatings can appear as a dark grey circular pattern, a localised dull path, or may extend over the entire surface of the component.
Cause
This appearance indicates the presence of extensive iron / zinc alloy phase growth, caused by steels with high reactive levels of Silicon and Phosphorus.
Effect / Remedy / Responsibility
Although not as aesthetically pleasing, a dull grey coating provides similar or better corrosion protection.
Ash which has not been removed from the surface of the molten zinc prior to immersion of steel can be trapped on the steel surface as it is immersed and result in an uncoated surface beneath the trapped ash.
Cause
Inadequate skimming of ash from the molten zinc surface prior to dipping.
Effect / Remedy / Responsibility
On removal of entrapped ash, small uncoated surfaces shall be repaired according to the requirements of SANS 121: 2011 (ISO 1461:2009) by the Galvanizer.
Large defects greater than 0.5% of total surface area or single spots over 10cm2 are a cause for rejection and require stripping and re-galvanizing.
Flux deposits or stains from the galvanizing process may adhere to the steel or become included in the coating. Flux residues are black, brown, grey or yellowish non-metallic deposits consisting mainly of ammonium chloride.
Cause
Flux deposits or stains may occur as a result of excessive (dusting) with ammonium chloride on withdrawal from the molten zinc. Flux inclusions can occur when a surface flux blanket is applied to the zinc surface (wet galvanizing). Flux blankets are normally only used for specialised processes, e.g. galvanizing tubes and fasteners.
Effect / Remedy / Responsibility
Flux deposits or stains should be removed by the galvanizer and the underlying coating measured to determine whether it conforms to the minimum requirements of the specification.
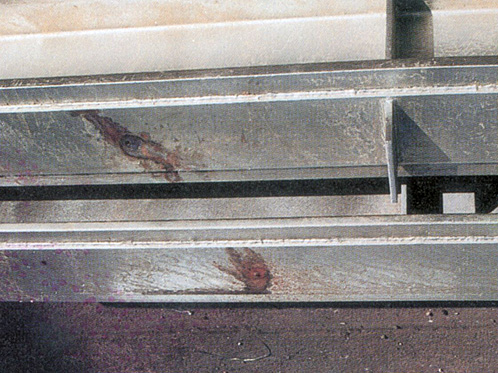
16. DISCOLOURATION OF THE PAINT COATING OVER HOT DIP GALVANIZING AFTER EXPOSURE TO THE ENVIRONMENT
Cause
Inadequate repair of a damaged surface on the hot dip galvanized coating prior to the application of a paint coating.
Effect / Remedy / Responsibility
It is the installers responsibility to ensure the correct repair materials and application procedures are used when touching up cut or welded hot dip galvanized components and prior to painting. Where corrosion control has been compromised the job should be rejected.
Mechanical handling or transport damage can occur, particularly with extremely thick coatings.
Cause
The use of chains, wire ropes, dragging or dropping of the component onto a hard surface, can cause mechanical damage. This is particularly relevant with thick coatings.
Effect / Remedy / Responsibility
This can be accepted and repaired by the galvanizer or builder if necessary.
Warning labels highlighting possible damage if manhandled should be attached by the galvanizer before the component is transported. The use of nylon lifting slings is recommended.
Light aluminium oxide film lines on a hot dip galvanized surface.
Cause
Due to the shape and / or drainage conditions of some components, the hoist crane has stopped and started upon withdrawal of the items from the molten zinc.
Effect / Remedy / Responsibility
This can be accepted as it has no effect on corrosion resistance, with the overall appearance becoming uniform in time.
Pimples or blisters formed during hot dip galvanizing are usually associated with surface imperfections such as dross inclusions.
Cause
Dross pimples result from agitation of the dross layer at the bottom of the bath or from dragging material through the dross layer. They appear as small, hard lumps on an otherwise normal galvanized surface. Blisters may be formed by hydrogen, which is absorbed during pickling and diffused at galvanizing temperatures.
Effect / Remedy / Responsibility
This can be accepted since dross pimples represent minor disturbances in coating uniformity and do not affect corrosion resistance. Smooth if sufficiently sharp to create the risk of injury.
The galvanizer should avoid disturbing the dross layer at the bottom by controlling immersion depth and drossing regularly.
20. REACTIVE AND NON-REACTIVE STEELS, WELDED TOGETHER
What is this?
Variations in coating thicknesses can arise when reactive and non-reactive steels are welded together. Efforts to increase coating thickness on the less reactive steel may result in an undesirably thick and brittle coating on the most reactive steel.
Cause
This difference in coating thickness is brought about by a combination of a more reactive silicon killed steel and / or high phosphorus, resulting in a thicker coating and a less reactive aluminium killed steel, resulting in a coating thickness sometimes below that required in the specification.
Should the galvanizer be asked to regalvanize in accordance with the specification, the resultant coating thickness on the reactive steel will be excessively thick, resulting in a brittle coating more susceptible to damage.
Effect / Remedy / Responsibility
The fabricator should select the same steel for fabricating on a component.
If need be, accept a concession request by the galvanizer when the thinner coating is possibly below specification.
Unless otherwise agreed, the galvanizer will limit cleaning of the final coating by mechanical means to that required in the specification.
Cause
Excessive cleaning of the coating by mechanical methods can result in uncoated areas.
Effect / Remedy / Responsibility
Care should be exercised by the galvanizer to avoid over cleaning. If corrosion control has been compromised, i.e. exposed areas greater than tolerance; reject.
Alternatively repair in accordance with standards.
These defects may be broadly classified as surface discontinuities in the steel that have been elongated during rolling.
Cause
Steel may occasionally include laminations, laps, folds and non-metallic impurities, which result in slivers rolled into the metal surface. Defects of this type are sometimes detected before or after pickling, but may only become apparent after hot dip galvanizing.
Effect / Remedy / Responsibility
This can be accepted, as minor surface defects will not adversely influence coating life.
Surface flaws in the base material may be removed by local grinding after hot dip galvanizing followed by repair of the affected surface.
23. ROUGH COATINGS, CAUSED BY STEEL SURFACE CONDITIONS
Cause
Rough surfaces, typical of coatings on corroded steel surfaces, can be hot dip galvanized satisfactorily. The coating will however, reflect the texture of the substrate. Other causes of rough surfaces include uneven cold working, over pickling, a high galvanizing temperature and / or extended immersion in the molten zinc.
Effect / Remedy / Responsibility
This can be accepted as the rougher surface will produce a thicker coating and result in a longer service life.
24. ROUGH, HEAVY COATINGS CAUSED BY A ROUCH SURFACE AND / OR THE CHEMICAL COMPOSITION OF THE STEEL – “TREE BARK EFFECT”
Cause
Hot dip galvanized components showing markedly rough surfaces. This can include coatings that have a generally rough surface and, in some cases, groove type surface configurations, “tree bark effect” caused by variations in surface steel analysis.
Effect / Remedy / Responsibility
The thicker coating produced will provide greater corrosion protection; except when the coating tends to flake off or delaminate (see surface condition 14).
The salts from acid or flux that have penetrated porous welding or between contact surfaces during pickling, can weep after hot dip galvanizing and water quenching, providing a stained area.
Effect / Remedy / Responsibility
Weld seepage stains are not a cause for rejection. The stains can be easily removed by means of bristle brushing. Should the component be destined for a corrosive area, the crevice may be sealed after cleaning.
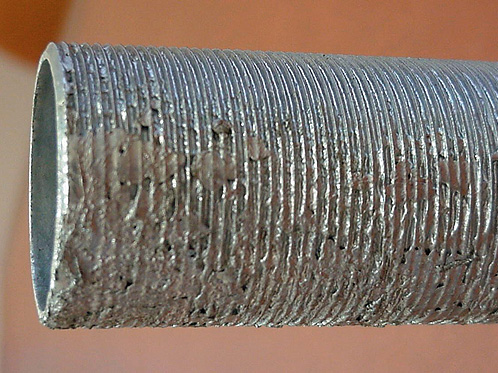
27. TIGHTHLY ADHERENT LUMPS OF ZINC ON THE INSIDE OF HEAVY WALLED STEEL PIPING
Cause
Heavy walls and thick flanges used in the manufacture of piping can act as a heat sink when immersed in molten zinc. This effect considerably lengthens the immersion time. Occasionally the galvanizer will remove the pipes before all the zinc has melted from the inside of the pipe.
Effect / Remedy / Responsibility
The inspector should reject this. The galvanizer should ensure all zinc has been removed from the inside of the pipe by longer immersion times.
The item can be cleaned or repaired if acceptable to the customer.
The zinc in the galvanizing bath should have free access to all component surfaces otherwise small uncoated or damaged areas can result.
Cause
Articles entering the galvanizing bath should not be in tight contact with each other. Jigging wire should also be loosely attached to eliminate wire marks. Where a component has been resting on jigging or dipping equipment, an uncoated area or touch mark could appear.
Effect / Remedy / Responsibility
The galvanizer should minimise contact between components and jig connections (loosen jigging wire). Small components can be centrifuged.
These areas should be repaired if within allowable limits.
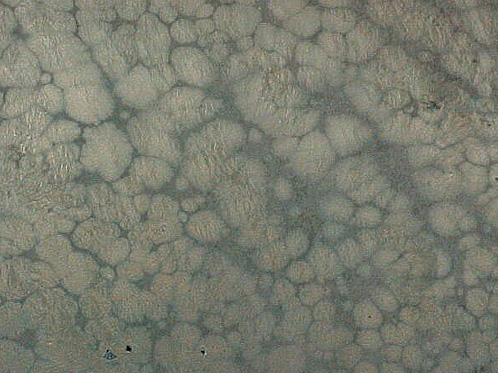
A typical hot dip galvanized surface is shown in the example. The surface is silver grey in colour and not necessarily, but often has, a spangled effect (zinc crystals) in a range of sizes.
Cause
Surface appearances may vary according to the chemical composition of the steel. Cooling rate has a direct effect on the surface brightness and spangle size. Faster cooling usually results in a brighter coating with a smaller spangle size.
Effect / Remedy / Responsibility
Not rejectable if coating thickness within allowance limits.
Uneven drainage results in an uneven or lumpy area on which zinc build up has occurred.
Cause
This can occur over the entire surface or in isolated areas. Uneven drainage also includes drips on the ends of parts, runs near holes. A cause may be high withdrawal speed and / or the galvanizing temperature being too low.
Effect / Remedy / Responsibility
This condition does not adversely affect coating performance and is acceptable.
However, protuberances and lumps which interfere with mating surfaces are unacceptable.
Sand on cast iron or scale on the steel surface is generally caused by the process used to form or roll the product. A localised ungalvanized area in an otherwise continuous coating can occur if scale or sand from the moulding or rolling is not removed by acid pickling or abrasive blasting.
Effect / Remedy / Responsibility
These ungalvanized areas may occur in a linear pattern on angles, channels or other rolled products. They can also appear on cast iron products.
Uncoated areas within the limits of 0.5% of total area or single areas of 10cm2 or less can be repaired. Larger areas are rejectable.
31. UNCOATED SURFACES CAUSED BY STEEL SURFACE CONTAMINANTS OR ENTRAPPED AIR
Cause
Residues (such as oil based paint, grease, oil or labels) on the steel surface or incorrectly positioned vent holes, can result in localised ungalvanized areas in an otherwise continuous galvanized coating. Uncoated areas often manifest themselves as black or very dark coloured spots.
Effect / Remedy / Responsibility
To avoid uncoated surfaces, ensure all paint or grease is removed prior to hot dip galvanizing. Make use of suitable marking pens for temporary identification. Correctly position adequately sized vent holes.
Uncoated areas within the limits of 0.5% of total area or single areas of 10cm2 or less can be repaired. Larger areas are rejectable.
A localised ungalvanized area near a weld can be caused by weld slag deposit, weld porosity or weld undercut. Oxide deposits and residues from welding are resistant to normal pickling acids and must be removed before the work is pickled and hot dip galvanized.
Effect / Remedy / Responsibility
Weld slag deposits should not be accepted prior to galvanizing and must be removed by the fabricator by means of abrasive blast cleaning. The deposit can also be removed by proper chipping or wire brushing.
Shielded arc welding as opposed to stick welding is preferred for components which are to be hot dip galvanized.
Since corrosion control is compromised, this is rejectable; but may be repaired after negotiation.
Weld spatter is oxidised, normally spherical expelled weld metal, that is fused (or not) onto the surrounding material during welding.
Cause
Weld spatter is caused by weld pool explosions when improper welding parameters are used, or if the material is dirty or contaminated.
Effect / Remedy / Responsibility
Loosely adherent weld spatter should be removed by the fabricator prior to hot dip galvanizing. Although not acceptable in terms of the specification, the presence of tightly adherent weld spatter after hot dip galvanizing will not affect the corrosion resistant properties of the coating.
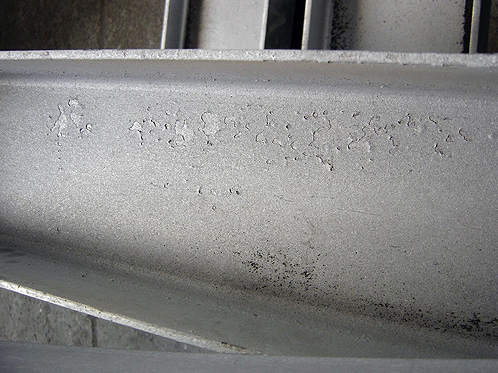
Wet storage stain or white rust (as it is commonly called) is a white voluminous deposit that is occasionally found on the surface of a freshly galvanized coating.
Cause
Wet storage stain (zinc hydroxide) is formed on freshly galvanized surfaces which are in close contact in the presence of moisture.
Effect / Remedy / Responsibility
Wet storage stain ceases when the cause is eliminated, i.e. the objects are separated and dried. Once it has been removed (with a nylon bristle brush) an evaluation is possible. If the coating thickness at the affected area is equal to, or greater than the minimum required in the specification, it is not a cause for rejection. The customer is to exercise caution during transport and storage to eliminate the susceptibility to wet storage stain.
36. ZINC METAL SPRAYED REPAIR APPLIED TO INADEQUATELY BLASTED SURFACES OR NOT WIRE BRUSHED AFTER APPLICATION
Cause
In order for zinc metal spraying to adhere on applications, the damaged galvanized surface must be adequately roughened by sweep blasting or other approved methods. As it is difficult not to overspray, excess zinc metal spray loosely adheres to the surrounding coating.
Effect / Remedy / Responsibility
The fabricator or galvanizer must prepare the surface for repair by roughening the surface by sweep blasting or some other approved method. Loosely applied zinc metal sprayed coating at the perimeter of the repair should be removed by wire brushing. If not removed, there is no compromise in the corrosion resistance.
Splashes and flakes of loosely adherent zinc, caused by moisture on the steel surface when hot dip galvanizing.
Cause
When hot dip galvanizing on unusually deep fabrications by double dipping, moisture on the surface of the steel contacts with the molten zinc causing splashes of zinc to loosely adhere to the already hot dip galvanized surface.
Effect / Remedy / Responsibility
The loosely adherent zinc splashes are easily removed and should be prior to release. An experienced galvanizer can ensure the coating overlap on double end dipped surface, is not visible.
2013 Hot Dip Galvanizing Awards (Overall and Infrastructural & Community DevelopmentCategory Winner): HA Mofutho Pedestrian Bridge.
2013 Hot Dip Galvanizing Awards (Joint Architectural Category Winner): 10111 RadioControl Centre.
2013 Hot Dip Galvanizing Awards (Joint Architectural and Duplex Coating Systems CategoryWinner): House in Rooi Els
2013 Hot Dip Galvanizing Awards (Mining & Industry Category Winner): Ndlovu Roll OverProtection Structure and Falling Object Protection Structure.
2013 Hot Dip Galvanizing Awards (Innovation Category Winner): Solar Trees at WaterfallEstates.
2013 Hot Dip Galvanizing Awards (Other Submissions): Nellmapius Bridge, Waterfall Estates Clubhouse, Ncome Museum Pedestrian Spiral Bridge, N17 Light Masts, Canopies and Toll Booths, Sea Rogue Weapon System, General Motors South Africa, Construction of Back of Berth Pipe Racks, Tilt-Up Heavy Duty Security Walling, Tshipi Borwa Mine Stock Pile Tunnels, Medupi Power Station: Ash & Coal Terrace, Civin Road Bridge, The Grass Roll Saver.
2013 Hot Dip Galvanizing Awards: Judges
On the Couch …. John Abbott
Technical: Abrasive blast cleaning; a compulsory pre-treatment for different coatings applied to a steel substrate
Bob’s Banter: The simple things of project communications
Cable Ladders and Trays: The need for strength testing of cable ladders
Education: The new wall chart
Education: Three day Galvanizers Inspectors Course
News: Hot dip galvanized steel quality
News: South African steel fabrication industry bleeds as major clients procure abroad
Fasteners: Fastener availability matrix and participating fastener suppliers.
General: Corrosion protection of a giant cross that protects Van Staden Bridge.
Case History: Lion’s den, disused old zoo, Groote Schuur Estate, Cape Town
Misconceptions: When ordering steel that requires to be galvanized after fabrication, all thatis required is to specify a quality steel grade and no problems will be encountered by the galvanizer in achieving the required coating standard.
Technical: From decision to receipt
Bob’s Banter: Natural networking can achieve a sustainable business organisation.
Duplex Coatings: Cape Town’s MyCity bus shelters
Obituary: Len Avellini and Andrew Dippenaar
Duplex Coatings: Preparing a hot dip galvanized surface for painting.
Education: 3 Day Galvanizers Inspectors Course
Education: The new wall chart
Education: New coating thickness gauge with enhanced features.
Education: Corrosion Economics – The effect of corrosion and corrosion protection costs on business profitability and sustainability.
General: 2013 Hot dip Galvanizers Association Golf Day
The World of Hot Dip Galvanizing Around Us: The Asia Pacific General Galvanizing Association (APGGA)
The World of Hot Dip Galvanizing Around Us: From the USA …
On the Couch: With Charles Taylor
Thermal Metal Spraying: The alternative metallic coating corrosion control system
Thermal Metal Spraying: Anti corrosive finishing
Thermal Metal Spraying: Zinc and aluminium metal spraying
Greening of the Hot Dip Galvanizing Industry: Advanced Galvanising leads the greening of the hot dip galvanizing revolution
Greening of the Hot Dip Galvanizing Industry: Galvaglow goes green
Bob’s Banter: Natural laws show how value can be added
Stephen’s Corner: “It only works when you don’t need it!”
Duplex Coatings: DDL Equipment – dock levellers: an update
Education: Revised 3-day Galvanizers Inspectors Course for 2011
Duplex Coatings: The case for duplex coating on a hot dip galvanized substrate in an aggressive (C5) environment – the ultimate challenge for the paint industry!
Tubes & Pipes: Lula and Cable-Lock Pipe: A dual force at Dilkong Chrome Mine
Tubes & Pipes: The development of S355 tube
Tubes & Pipes: Recently launched Grade 355 tubes – a compelling engineering solution for many applications
Masts & Poles: Sign gantries on R300 hot dip galvanized!
Masts & Poles: IPM projects and emphasis on straightening after hot dip galvanizing
Heat Exchangers: Hot dip galvanized air coolers at an apple farm – Case Study
Heat Exchangers: Operating and maintenance instructions for typical evaporative condensers and industrial fluid coolers (in terms of corrosion and specifically hot dip galvanizing)
Water Storage: Fog harvesting yields fresh water for isolated communities
Stephen’s Corner: “It only works when you don’t need it!”
Stephen’s Corner: Deep tunnel sewage systems pre-cast concrete piping
Stephen’s Corner: Tailings Storage facility uses hot dip galvanized reinforcement for sustainability!
Fastener Availability Matrix and Participating Fastener Suppliers
Fasteners: SANS 1273 – Setting a New Standard for Roofing Fasteners
Continuous Wire Galvanizing: The Introduction of Galfan Coated Wire at Cape Gate, Vanderbijlpark.
Continuous Wire Galvanizing: SANS 675: 2009 Zinc Coated Fencing Wire, has been revised
2010 Soccer World Cup Stadia: Reviewing the Corrosion Protection Provided by Hot Dip Galvanizing of the Stadia for the 2010 Soccer World Cup – Moses Mabhida Stadium, Cape Town Stadium, Port Elizabeth Stadium and Soccer City
2010 Soccer World Cup Stadia: Innovative Use of Mentis Grating at Soccer City
Education and Training: The New Features for the Elcometer 456 Coating Thickness Gauge
Case Study: Newlands Rugby Stadium – Railway Stand
Bob’s Banter: Like Bacteria, the Business Community needs a Common Immune System
Hot Dip Galvanized Rebar: The Merits of using Hot Dip Galvanized Steel Reinforcement in Concrete Structures
Hot Dip Galvanized Rebar: Professor Stephen R Yeomans Presented a Series of Presentations and Seminars in South Africa in February 2010
Wamosha: Capricon Park – “Are the Two Coatings the Same?”
Fasteners: Fastener availability matrix and participating fastener suppliers
Misconceptions: Smooth and polished surfaces are a standard feature of all hot dip galvanized surfaces. True or False?
Handrails: “Although understandably not always practical, minimizing galvanizing coating repair is a function of proper design and good fabrication techniques!”
Handrails: Zinc’s second defense mechanism – cathodic or sacrificial protection!
Bob’s Banter: Patterns and trends are more important than detail and data
Duplex Coatings: Paint at your peril!
Specification and application variables – not critical for successful hot dip galvanizing
On the couch with Yvonne Onderweegs
Coating Report: The consistency and uniformity of hot dip galvanizing versus zinc metal spraying or spray paint
Galvanizing Repairs: Zinc rich coatings for repair purposes
Wamosha: Evaluation of roof sheet discolouration
Education: Measuring coatings on metal substrates (part 3)
Member’s Corner: New galvanizing alloy available in South Africa
Member’s Corner: New galvanizing plant gets top of the range heating and control equipment
Member’s Corner: Phoenix elephant comes to Cape Town en route to Europe
Member’s Corner: Voigt & Willecke 2009, bigger and better..
Energy efficient, resource sustaining hot dip galvanizing facility – GB Galvanizing
The hot dip galvanizing industry is acknowledged at the Africa Energy Awards
Fastener availability matrix and participating fastener suppliers
The ‘ins’ and ‘outs’ of hydrogen embrittlement
In light of the fluctuating steel price and the restrictive suppliers quote affecting the availability of fasteners, early ordering is even more important
Focusing on hot dip galvanized fasteners
Can hot dip galvanizing cause stripping of nut threads?
Times are a changing
Bob’s Banter: Being happy at work
Duplex Coating: Correct paint selection for a duplex coating system
Walters Corner: The hot dip galvanizing of threaded articles
Guest Writer: Strategy for a co-operative effort to reduce zinc consumption for galvanizing reactive steels
Coating Report: Extension to the cold storage facility – Maydon Wharf, Durban
Misconceptions: Hot dip galvanizing of high strength fasteners is not recommended, due to the propensity for fracture as a result of hydrogen embrittlement. True or false?
2008 Hot Dip Galvanizing Awards Evening, Call for Nominations
The World of Hot Dip Galvanizing Around Us: Geelong Carousel Pavilion – Geelong, Australia
The World of Hot Dip Galvanizing Around Us: Charlotte Douglas International Airport, USA
The World of Hot Dip Galvanizing Around Us: 7th Avenue LRT Refurbishment, Canada
The World of Hot Dip Galvanizing Around Us: The Tip Top Building Renovation, USA
The World of Hot Dip Galvanizing Around Us: Metcalf Energy Centre, USA
The World of Hot Dip Galvanizing Around Us: Rapid Aerostat Initial Deployment System, Iraq and Afghanistan
2008 Hot Dip Galvanizing Conference
Duplex Coatings: Surface preparation for painting hot dip galvanized steel
Duplex Coatings: Corrosion protection systems – an environmental comparison
Coating Report: The effect of the insulation fixing wires on the hot dip galvanized purlins on the seaward side of the Assembly Hall at Cranston College – KZN
Guest Writer: The Pool Guy – Russell Thompson
Walter’s Corner: The Diversity of Zinc
Misconceptions: As is the case with all protective coatings, discontinuations and thin areas on an applied hot dip galvanized coating will inevitably lead to disaster in all but the most benign environments
Galvanizing Failures: Report on site visit to Komatipoort Farms
Hot dip galvanizing making a difference at grassroots level
Armco Superlite – supplying water reservoirs to meet Africa’s needs.
Hot dip galvanized window frames in Cape Town houses a popular necessity.
Hot dip galvanizing for general and architectural purposes.
Hot dip galvanizing goes POTTY…..
Hot dip galvanized fasteners, this and that …….
Impala Nut and Bolt
Proudly South African Tel-Screw products.
Types of fasteners and availability matrix.
Misconceptions: For long term corrosion protection, all that is required is to specify “galvanizing” and satisfactory results will be achieved in most environments and applications. True or false?
Hot dip galvanized Mentis Rectagrid floor grating.
The Vitagrid® fully serrated grating gains galvanizing popularity.
Duplex coatings: Single coat duplex system.
Duplex coatings: Application requirements of a duplex system for the “man in the street”.
Duplex coatings: A “very novel duplex coating” system.
Walter’s Corner: Durability of hot dip galvanizing and duplex protection.
Guest writer: Situational awareness: a necessary skill for the modern world, by Bob Andrew.
Coating report: Electro-galvanized (electro plated) expanded metal used in the manufacture of sound baffles at a plant near Atlantis, Western Cape.
Zinc speeds recovery from pneumonia.
Members’ news: The 7th Asian Pacific General Galvanizing Conference.
Members’ news: News from Zincor.
Personality profile: Creative duo – Eerhard Huizinga and Jane Durand.
Galvanizing failures: All galvanized coatings are not necessarily the same.
Coating inspectors course.
Case history No. 14/ 2007: Evaluation of the hot dip galvanized coating at Pentrich sub- station, Mkondeni, Pietermarizburg.
2007 Eskom Hot Dip Galvanizing Awards, featuring overall winner, category winners and submissions.
Materials/coatings used in the utility pole market – summary of a 2006 survey.
Coating inspectors’ validity card.
How to choose the correct material or coating for utility poles – a layman’s comments.
Industrial Poles and Masts (Pty) Ltd. – largest steel street light pole manufacturer in South Africa.
Sign gantry coatings – but what about the maintenance!
Guest writer: Don’t be worried by pessimism; it can provide the key to a better future, by Bob Andrew.
Duplex report: Duplex system in a mild to moderately aggressive environment.
Walter’s Corner: Corrosion control of threaded articles.
Coating report: Sweep blasting to prepare hot dip galvanizing for paint is a great way of achieving paint adhesion but follow the rules……..
Misconceptions: Sweep blasting of hot dip galvanized surfaces prior to painting should beavoided as this invariably results in delamination of the zinc coating from the underlying steel surface. Sweep blasting also removes a portion of the valuable zinc coating. True or false?
Members’ news: Mentex Expanded Metal goes ‘green’ with LVG plants. Cathodic protection: by CTC
Blue Bulls are “galvanized” into action at the dying moments and win the Super 14 final from the Sharks.
Constantia Glen winery.
Fan manufacturer chooses hot dip galvanizing over paint for corrosion protection.
Building the future: water sustainability, durability and economics.
Some interesting applications from the American Galvanizers “Galvanizing Awards 2001”.
Workshop: regulations in Europe.
Some global perspectives on hot dip galvanizing.
Guest writer: Like the slime mould, mergers, acquisitions and unbundling should be seen as part of a company’s life cycle, by Bob Andrew.
Duplex coating report: Preparing hot dip galvanized steel for painting – a duplex system.
Coating report: Understanding one of the criteria for measuring the hot dip galvanized coating thickness in terms of SANS 121 (ISO 1461).
Personality profile: Louis H. van
Walter’s Corner: How long does “galvanizing” last?
“Extreme milkshake drinking” – a report on the freak spring tides’ destruction of Lazy Shades in Margate.
Misconceptions: When ordering steel that requires to be galvanized after fabrication, all that is required is to specify a quality steel grade (i.e. 300WA) and no problems will be encountered by the galvanizer in achieving the required coating standard. True or false?
Members’ News: Pro-Galv commences business.
Zinc market update.
Robor adds Africa’s deepest kettle to widest and one of the longest.
2006 Eskom Hot Dip Galvanizing Awards – the evening in pictures.
The use of hot dip galvanizing in general mining.
Gold mining: Moab Khotsong (Vaal Reefs No. 11 Shaft) and Bunton replacement project at Tau Tona Mine.
Case history: Platinum mining: PGM Concentrator.
Coal mining: Coating evaluation of overland conveyors V3, V4 and V5 at Douglas Colliery.
Bolt & Engineering Distributors – company profile.
Made in Africa for Africa – Tel-Screw Products.
The difference between zinc electroplated and hot dip galvanized fasteners.
Types of fasteners and availability matrix.
“Weigh less” for galvanizers – Conrad’s rule.
Zinc supplies in South Africa.
A breakthrough in zinc passivation.
Lula Pipe Systems.
Guest writer: Johnny’s Cash’s piece by piece motor car knowledge, by Bob Andrew.
Duplex coatings: The hot debate considering the effectiveness of cathodic protection provided by either a metallic coating or a zinc rich paint, continues.
Coating report: Evaluation of ‘zinc coated’ wire mesh.
Coating report: Hot dip galvanizing of light weight mesh reinforcing.
Misconceptions: The hot dip galvanizing process has a deleterious effect on the mechanical properties of special steels. True or false?
Walter’s Corner: The introduction and history of hot dip galvanizing in the mining industry.
1. 2006 Eskom Hot Dip Galvanizing Awards, featuring overall winner, category winners and submissions.
2. Hot dip galvanizing of centre pivots.
3. Riversmead Poultry Farm.
4. Fairacres Dairy Farm.
5. Karan Beef – a world class enterprise.
6. Hot dip galvanized cable ladders – quality surveillance report.
7. Selection of cable support systems which satisfy both design requirements and optimum life cycle costs.
8. Butterworth Metal Industries, Transkei (Pty) Ltd. – a company profile.
9. Duplex coatings: How economics drive change in managing maintenance costs.
10. Coating report: Hot dip galvanized electrical distribution tubular masts – Tsakane.
11. Personality profile: Derek van Heerden.
12. Misconceptions: Hot dip galvanized structures buried or partially buried in soil, such as cellular masts, electricity pylons and street lighting poles will lead to toxic levels of zinc leaching out and into the surrounding earth over a period of time. True or false?
13. Walter’s Corner: How does hot dip galvanizing perform in immersed conditions?
14. Report on Intergalva 2006.
15. Readers’ comments – How to select zinc silicate primers.
16. Walter Gordon Stewart Barnett: 41 years in the industry.
17. A well-know hot dip galvanizer reluctantly decides to call it a day – Bill Garvie.
18. Guest writer: Like light, people and companies can be different things at the same time, by Bob Andrew.
High frequency welding or electric resistance welding of tube and pipe.
Automatic hot dip galvanizing plants for tubes and pipes.
Testing adhesion on hot dip galvanized pipes.
Why vent holes are extremely important when closed tubular components are to be hot dip galvanized.
Trucking and Engineering (T&E): a company profile.
Pressed steel sectional water tanks.
Roundabout Playpumps.
Bulk water storage.
The primary marketing objective of the HDGASA.
Update of MERSETA and skills development.
Hot dip galvanizing: the steps required to ensure a good product.
From decision by the end user/specifier to use hot dip galvanizing as the preferred corrosion control coating to receipt of the finished components – site and overall experience.
Duplex Coatings: Warranties and guaranties.
Duplex Coatings: Recycling garnet in the shop and field.
Corrosion report: Corrosion of hot dip galvanized piping used for re-circulating mine water.
Corrosion report: Hot dip galvanized pump station platforms.
Personality profile: Sue Clark.
Case history: “Braithwaite” type pressed steel water storage tank.
Misconceptions: Hot dip galvanizing of reinforcing steel for concrete only works if you don’t need it. True or false?
Walter’s Corner: A good looking coating is not necessarily a good coating.
Guest writer: Enhanced brain power can lead to greater will power, by Bob Andrew.
Site bolt or site weld, the debate rages on! By Spencer Erling, SAISC
Hot dip galvanizing of threaded components.
Bolted connections, an in-depth study with tables.
Acceptable/rejectable surface conditions relating to centrifuges components.
Hot dip galvanized fasteners haveV excellent abrasion resistance.
S.A. Bolt Manufacturers: a company profile.
CBC Fasteners: a company profile.
Avlock International – lockbolt fastening systems: a company profile.
Tel-Screw Products (Pty) Ltd: a company profile.
Self-drilling screws.
Expansion bolts.
An evaluation of coated self-drilling screws.
New specification covering fasteners for roof and wall cladding.
Corrosion in roofing fasteners and seals.
Performance of coated self-drilling screws.
UPAT S.A. (Pty) Ltd: a company profile.
Threaded protection on welded nuts.
Impala Bolt @ Nut A. (Pty) Ltd: a company profile
National Socket Screws: a company profile.
Bascol (Pty) Ltd.: a company profile.
WLS Fastener Manufacturing Company cc: a company profile.
Standardisation of holding down bolts.
Fastener Coating Comparisons – a table.
Ideal Bolt: a company profile.
Types of Fasteners and Availability Matrix.
Hot dip galvanized bolts still “shine” while guard rails discolour and corrode.
“Zincalume” versus hot dip galvanizing.
Increasing the possibility of achieving a quality hot dip galvanized coating.
An evaluation of material and coating for railway sleeper shoulders – Pandrol South Africa.
Hot dip galvanized coating repair materials – a comparison in terms of the specification requirements.
Defects on thread profiles can affect coating quality.
Appropriate corrosion protection.
SAISC updates the “Red Book”. By Spencer Erling.
The effects of temperature on steel with 0.20% carbon content.
Introducing SANS 1431 grade 350WA structural steel.
Guest writer: The indigenous knowledge of bushmen has relevance to modern business management and leadership.
Personality profiles: Tom Motlhake and John Ngwenya.
Case history: Mitchelsplein Train Station/ Transport Interchange.
Walter’s Corner: Fighting the common corrosion enemy (Part 2).
Misconceptions: Hot dip galvanizing provides both barrier and cathodic protection, which is why small, uncoated steel surfaces are not significant since they will not influence the overall corrosion control life of the coating. True or false?
Hot dip galvanizing of sheet metal, including tables of specifications.
Lightweight steel construction in the residential market.
Corrugated iron has stood the test of time.
Hot dip galvanizing of wire: an in-depth study.
Meshpack grout support system outperforms timber as stope supports.
Protecting bridges with gabion baskets: Rivi-Rivi Bridge, Malawi.
New report on performance of zinc coated wires in the South African agricultural industry.
2005 Eskom Hot Dip Galvanizing Awards: criteria and call for submissions.
2004 Awards: prominent projects and category winners.
Personality Profile: Al Stratford.
Zinc appears to improve childhood hyperactivity disorder.
Guest writer: Productivity is man’s sustained effort to improve, not an index to impress investors, by Steve Jobs.
Misconceptions: Once rust stains appear on a weathered hot dip galvanized surface you can be sure that the coating has reached the end of its protective life. True or false?
Case history: Hot dip galvanized steelwork used to widen the Storms River Bridge in December 1986.
Walter’s Corner: Corrosion the common enemy (Part 1)
Book review: “HDG Steel Reinforcing in Cone” by Stephen Yeomans.
Evaluation of a duplex system versus a multiple paint coating system.
Case history: Eskom’s Saldanha Blouwater substation.
Training: Hot dip galvanizing plant operators.
Steel is also environmentally sustainable.
Hot dip galvanizing and the environment.
Project: Gabion cottage walls at Kwandwe game reserve.
Honorary life members: Dave Scott and Professor Denis Twigg.
Misconceptions: Hot dip galvanized surfaces are extremely difficult to overcoat with paint whether for aesthetic reasons or for additional protection. True or false?
Walter’s Corner: Some thoughts on corrosion and corrosion protection.
Managing companies with heart and head, by Bob Andrew.
2004 Eskom Hot Dip Galvanizing Awards, with all the winners and award entries featured.
The facts about using hot dip galvanized reinforcement in concrete.
Hot dip galvanized poles offer regional opportunities for electrical distribution: a contribution from IZA.
Related hot dip galvanizing specifications and the SANS equivalent.
Project: Mohale feeder roads and bridge.
Project: Eshowe pedestrian bridge.
Misconceptions: Specify heavy duty hot dip galvanizing or cadmium electro-plating for superior corrosion protection of fasteners. The mechanical action of a spanner will damage the coating. True or false?
We use cookies on our website to give you the most relevant experience by remembering your preferences and repeat visits. By clicking “Accept All”, you consent to the use of ALL the cookies. However, you may visit "Cookie Settings" to provide a controlled consent. Privacy Policy
This website uses cookies to improve your experience while you navigate through the website. Out of these, the cookies that are categorized as necessary are stored on your browser as they are essential for the working of basic functionalities of the website. We also use third-party cookies that help us analyze and understand how you use this website. These cookies will be stored in your browser only with your consent. You also have the option to opt-out of these cookies. But opting out of some of these cookies may affect your browsing experience.
Necessary cookies are absolutely essential for the website to function properly. These cookies ensure basic functionalities and security features of the website, anonymously.
Cookie
Duration
Description
cookielawinfo-checkbox-analytics
11 months
This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Analytics".
cookielawinfo-checkbox-functional
11 months
The cookie is set by GDPR cookie consent to record the user consent for the cookies in the category "Functional".
cookielawinfo-checkbox-necessary
11 months
This cookie is set by GDPR Cookie Consent plugin. The cookies is used to store the user consent for the cookies in the category "Necessary".
cookielawinfo-checkbox-others
11 months
This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Other.
cookielawinfo-checkbox-performance
11 months
This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Performance".
viewed_cookie_policy
11 months
The cookie is set by the GDPR Cookie Consent plugin and is used to store whether or not user has consented to the use of cookies. It does not store any personal data.
Functional cookies help to perform certain functionalities like sharing the content of the website on social media platforms, collect feedbacks, and other third-party features.
Performance cookies are used to understand and analyze the key performance indexes of the website which helps in delivering a better user experience for the visitors.
Analytical cookies are used to understand how visitors interact with the website. These cookies help provide information on metrics the number of visitors, bounce rate, traffic source, etc.
Advertisement cookies are used to provide visitors with relevant ads and marketing campaigns. These cookies track visitors across websites and collect information to provide customized ads.
 | T: +27 (0)10 746 8927 | E: hdgasa@icon.co.za
| T: +27 (0)10 746 8927 | E: hdgasa@icon.co.za 








 13. ENTRAPMENT OF ASH
13. ENTRAPMENT OF ASH 14. FLAKING OR DELAMINATION OF COATING
14. FLAKING OR DELAMINATION OF COATING 15. FLUX DEPOSITS, STAINS AND INCLUSIONS
15. FLUX DEPOSITS, STAINS AND INCLUSIONS 16. DISCOLOURATION OF THE PAINT COATING OVER HOT DIP GALVANIZING AFTER EXPOSURE TO THE ENVIRONMENT
16. DISCOLOURATION OF THE PAINT COATING OVER HOT DIP GALVANIZING AFTER EXPOSURE TO THE ENVIRONMENT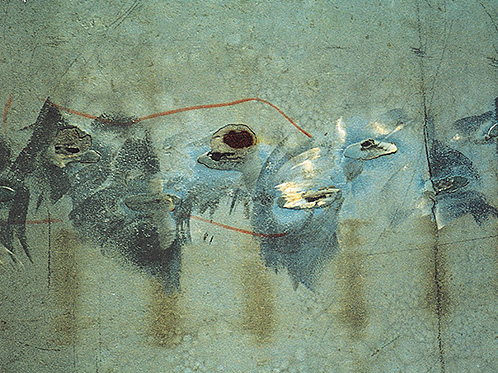 17. MECHANICAL DAMAGE
17. MECHANICAL DAMAGE 18. OXIDE LINES
18. OXIDE LINES 19. PIMPLES OR BLISTERS
19. PIMPLES OR BLISTERS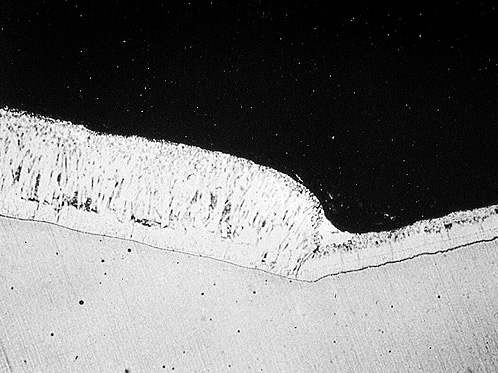 20. REACTIVE AND NON-REACTIVE STEELS, WELDED TOGETHER
20. REACTIVE AND NON-REACTIVE STEELS, WELDED TOGETHER 21. REMOVAL OF ZINC COATING BY EXCESSIVE CLEANING
21. REMOVAL OF ZINC COATING BY EXCESSIVE CLEANING 22. ROLLING DEFECTS IN STEEL
22. ROLLING DEFECTS IN STEEL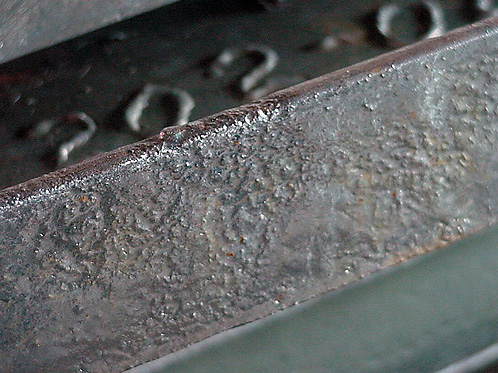 23. ROUGH COATINGS, CAUSED BY STEEL SURFACE CONDITIONS
23. ROUGH COATINGS, CAUSED BY STEEL SURFACE CONDITIONS 24. ROUGH, HEAVY COATINGS CAUSED BY A ROUCH SURFACE AND / OR THE CHEMICAL COMPOSITION OF THE STEEL – “TREE BARK EFFECT”
24. ROUGH, HEAVY COATINGS CAUSED BY A ROUCH SURFACE AND / OR THE CHEMICAL COMPOSITION OF THE STEEL – “TREE BARK EFFECT” 25. ROUGH HEAVY COATINGS CAUSED BY INSUFFICENT CENTRIFUGING
25. ROUGH HEAVY COATINGS CAUSED BY INSUFFICENT CENTRIFUGING 26.STAINS CAUSED BY WEEPING
26.STAINS CAUSED BY WEEPING 27. TIGHTHLY ADHERENT LUMPS OF ZINC ON THE INSIDE OF HEAVY WALLED STEEL PIPING
27. TIGHTHLY ADHERENT LUMPS OF ZINC ON THE INSIDE OF HEAVY WALLED STEEL PIPING 28. TOUCH MARKS
28. TOUCH MARKS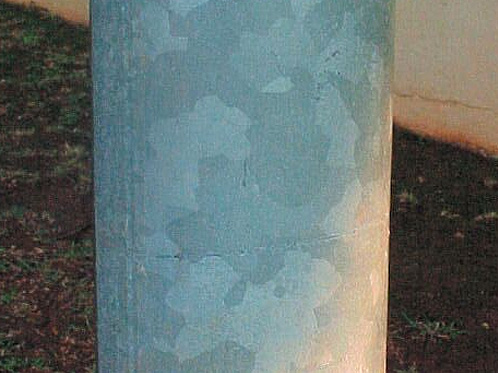 29. TYPICAL SPANGLED HOT DIP GALVANIZED COATING
29. TYPICAL SPANGLED HOT DIP GALVANIZED COATING 30. UNEVEN DRAINAGE
30. UNEVEN DRAINAGE 32. UNGALVANIZED SURFACES CAUSED BY SCALE OR SAND
32. UNGALVANIZED SURFACES CAUSED BY SCALE OR SAND 31. UNCOATED SURFACES CAUSED BY STEEL SURFACE CONTAMINANTS OR ENTRAPPED AIR
31. UNCOATED SURFACES CAUSED BY STEEL SURFACE CONTAMINANTS OR ENTRAPPED AIR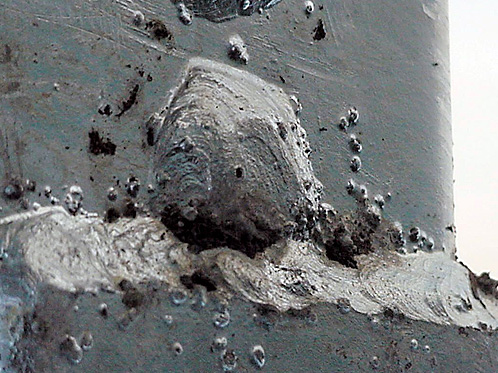 33. UNGALVANIZED AREA IN THE VICINITY OF A WELD
33. UNGALVANIZED AREA IN THE VICINITY OF A WELD 34. WELD SPATTER
34. WELD SPATTER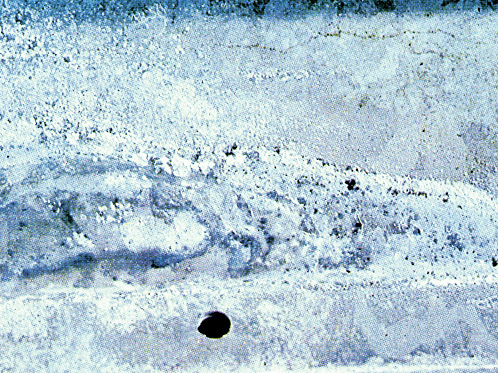 35. WET STORAGE STAIN OR WHITE RUST
35. WET STORAGE STAIN OR WHITE RUST 36. ZINC METAL SPRAYED REPAIR APPLIED TO INADEQUATELY BLASTED SURFACES OR NOT WIRE BRUSHED AFTER APPLICATION
36. ZINC METAL SPRAYED REPAIR APPLIED TO INADEQUATELY BLASTED SURFACES OR NOT WIRE BRUSHED AFTER APPLICATION 37. ZINC SPLATTER
37. ZINC SPLATTER